Categories
4 answers to NC post-processing questions for multi-axis equipment.
Many people believe that when they buy a sophisticated, highly-capable computer numerically controlled (CNC) machine, it will automatically accept computer-aided design and computer-aided manufacturing (CAD/CAM) data and produce parts. Unfortunately, some of the most modern CNC machines cannot do that.
Depending on the machine and controller options, the CNC machine will read and process a G-code program. Manual programming may be used only for simple parts and is not appropriate for the real challenges of the multiaxis production environment. Since each machine uses its own interpretation of ISO 6983/1, the manufacturing program created on your favorite CAM system must be translated into the proper machine tool language. This format depends entirely on the specific CNC machine. This vital translation between the CAM system and a machine tool is an NC post-processing task performed by post-processor software.
Many companies spend too much time on part setup because they are forced to modify the G-code program manually. Machine downtime is expensive in any machine shop and should be minimized to achieve higher productivity. Therefore, it is important to understand what the post-processor does and how you can choose the best one for your production process.
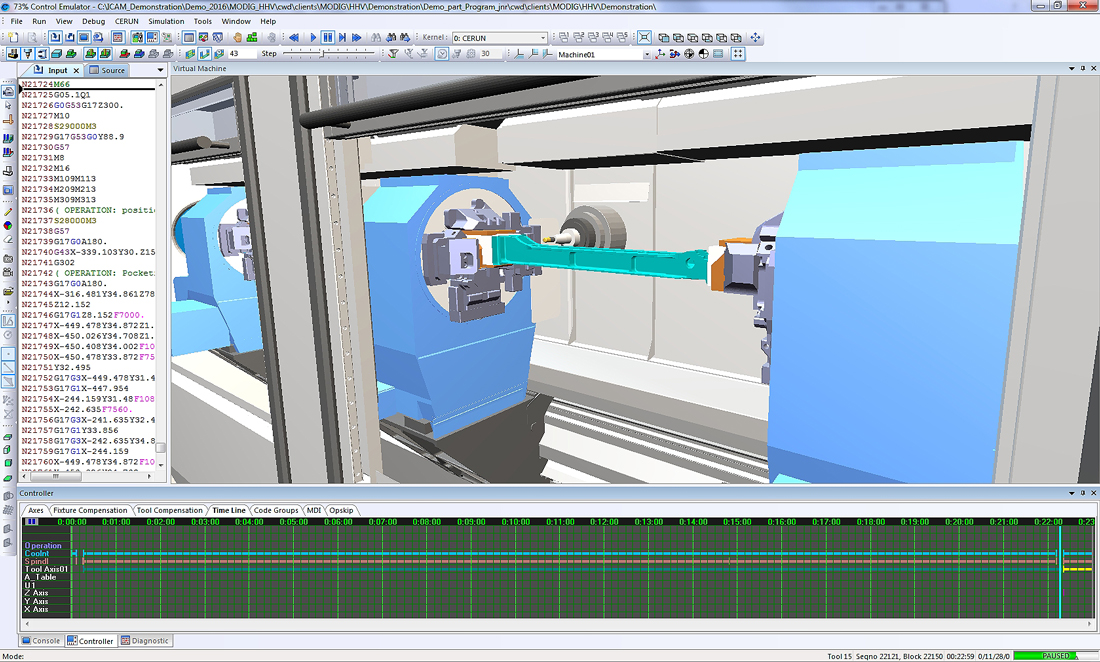
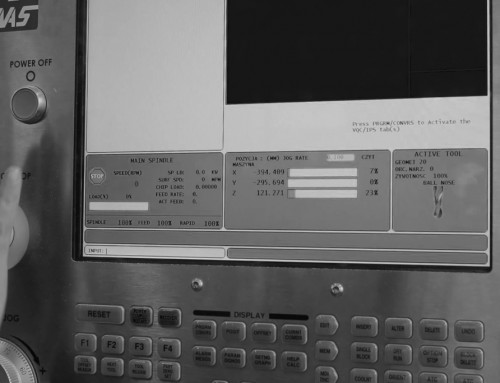
G-code simulation for a MODIG HHV Bar Mill is shown on the computer monitor.
What is Post-Processing?
Post-processing is the critical link between your CAM system and your NC machine tool. You will need one dedicated post-processor for each CNC machine.
Two main components comprise CNC machines:
- The machine tool itself with its spindle, multiple or attachable heads; table; pallet changer; and machine axes that combine linear and rotary axes (two to 15 or even more).
- The CNC that reads the G-code or conversational language (for example Heidenhain or Mazatrol) used to program the machine, translating the NC program into axis movements and machine events.
Information on these two main components is fundamental when creating a post-processor. The post-processor developer needs information like machine kinematics (how the different axes are moving relative to each other) and the travel limits for the different axes. Also important are the speeds and accelerations of the individual axes.
From the controller side, the developer needs to know:
• What specific syntax is requested.
• Options available on the CNC machine.
• What should be seen at program start and program end.
• How to handle tool changes.
• Pallet change and probing options.
• The programming habits of the company using the machine tool.
G-code programs, also called ISO machine tool language, are difficult to exchange from one machine tool to another. As a matter of fact, most CAM systems force the end-user to program for the CNC machine tool configuration instead of for the part only.
Because the approach and retract motions as well as machine axes travel are typically taken into consideration at the time of CAM toolpath creation, it is extremely difficult to move a program between two 5-axis machines with different kinematics configurations, the same or different controllers, and different axes travel strokes.
Are Post-Processors Icnluded When I Buy a CAM System?
The CAM and CAD-CAM systems vendors often trivialize post-processing issues. They may refer to free libraries of ready-to-use post-processors that may help you ON 2- or 3-axis machines, but as soon as you advance to 4-, 5- or and more axes, you might write or buy a post-processor program for use between your CAM system and your CNC machine to cater to your programming habits and machine/controller options.
If you use a post-processer from a library, you could end up manually modifying your G-code programs and lose time in part program setup. If you invest in post-processor software, you could improve your productivity, directly impacting your company’s bottom line and leading to higher profits.
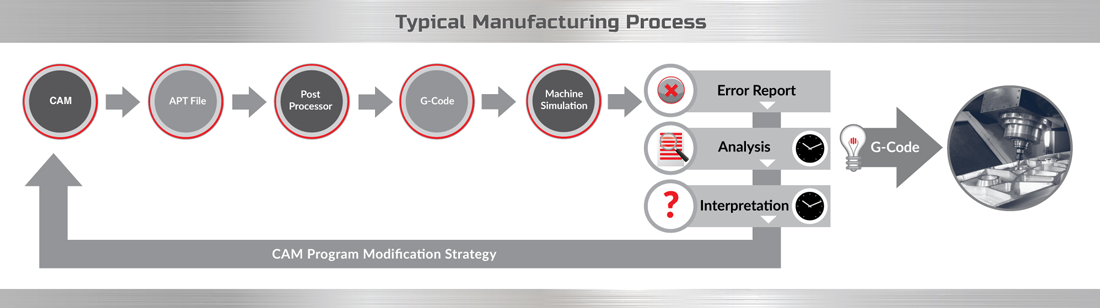
This illustration shows the typical steps involved in generating G-code for a machining process.
Another problem is that CAM vendors typically are not focused on offering post-processors. They are often an afterthought. Multi-axis post-processors can be complicated, and if professionals with post-processing and manufacturing skills are not involved, results can be disappointing.
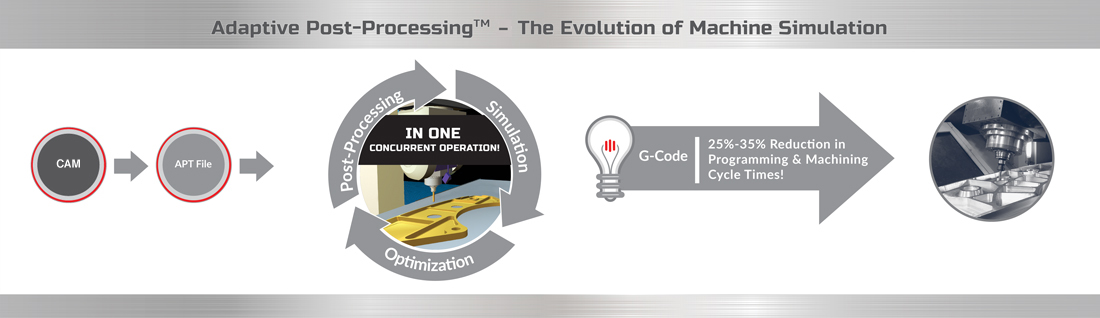
This illustration shows the typical steps involved in generating a machining process G-code using a post-processor and simulation software that automatically generates the code to communicate between the CAM system and the machine.
If you choose to invest in a dedicated post-processor linked to a specific CAM system, it will be tied exclusively to that CAM system. If you have different CAM systems in your company, you will need to use multiple post-processors that are unlikely to produce identical NC code files from different sources for the same machine tool. When you have several post-processors from your CAM system vendor working with CNC machines, you might think twice before adding or changing to another CAM system so you don’t need to redevelop all of your post-processors.
If production needs cause you to change your CAM system, the initial investment and set up of post-processors will be lost and you will have to start over.
How Can I Get Post-Processors Working With Different CAM Systems?
An independent, multi-CAM post-processor is optimized for use with any CNC machine, with the ability to be easily interfaced with different CAM systems.
This type of post-processor provides a link between the CAM system and NC machine tools, allowing you to get the full benefits of your machine tools’ capability without having to modify any lines of the G-code manually before sending it to the machine. If you need to change or add another CAM system, you can install an interface for the newly acquired system, eliminating the need to invest in an additional post-processor.
CAN THE POST-PROCESSOR IMPROVE PRODUCTION AND PRODUCT QUALITY?
Can the Post-Processor Improve Production and Product Quality?
For most manufacturers, a post-processor that translates a toolpath into normalized machine tool language is standard. This works for use on 2-axis lathes and 3-axis mills, however, it is not efficient enough for production on multi-axis machines or 5-axis plus machining and complex mill/turn parts, and machine tool damage or poor quality parts could result.
When the programmer gets the feedback from a simulation, either by software or by running the machine tool itself, it can be difficult to know where to change the movements in the CAM toolpath definition. This can lead to a lengthy process.

ICAM Adaptive Post-processor™ and simulation software post-processes, optimizes, and simulates G-code in one step.
With some post-processing software, it is possible to program the part based on the machine spindle’s power, material, and available cutting tools. This information can be moved automatically into an Adaptive Post-Processor™, which allows the CAM programmer to concentrate on toolpath strategy inside the CAM system. The programmer will not need to spend too much time anticipating approaches and retracts or be concerned about the axes stroke or other machine considerations.
The Adaptive Post-Processor and simulation will automatically adapt the 5-axis plus toolpath program defined in the CAM system to the machine tool context. Its features include a complete 3-D machine model, 3-D workpiece, real-time material removal status, and knowledge of real-time tool engagement.
This software typically can reduce programming time by 10 to 30 per cent, increase machining time by 5 to 25 per cent, and reduce tool wear. It decreases time to market by offering flexibility to balance production among different CNC machines based on their availability and performance.
Post-processing can be much more than a simple data translator. It can become a key component to optimize CNC machines behind one or multiple CAD/CAM systems. The software also can simplify the CAM programmer’s job and give the machine operator confidence in part quality. Customers can get their parts faster, leading to increased profitability for the manufacturer.
Jean-Nicholas Ruby
is vice-president of business development at
ICAM Technologies Corporation,
514-697-8033,
www.icam.com.
Related Posts