How to defer coolant to the start of cutting
All the CAM systems supported by CAM-POST have the ability to control the coolant flow during machining. Each system uses specific parameters to control the coolant flow and to select various coolant options and pressures. Systems which output Cutter Location data use for this purpose the standard major word COOLNT; other systems generate information which is eventually conveyed to the post as a COOLNT command. Different syntax variations are used to control different coolant types and options and to turn on and off the coolant flow. Here are a few examples:
- COOLNT/ON
- COOLNT/FLOOD
- COOLNT/THRU,HIGH
- COOLNT/MIST,OPTION,1
- COOLNT/OFF
Regardless of the syntax being used, the instruction used to start the coolant flow is typically generated at the beginning of each operation where coolant is required. As a result, the posted NC program will also contain the M code which starts the coolant flow at the beginning of the operation.
Example:
- N100 T1 M6
- N101 S3000 M03
N102 M08
- N103 G90 G54 G00 X-3.5 Y-3.75
- N104 Z13. H01
- N105 G94 G01 Z4. F20.0
- N106 Z1.5 F50.0
- …
On some machines, this output could be convenient, or simply irrelevant. On other machines, though, especially large vertical mills with no protective enclosure, the fact that the coolant flow is started at the tool change location (prior to the first positioning move) can be, to say the least, annoying. In such a case, the M08 code will be largely preferred either on the initial plunge move on block N104, or even better, on the first cutting move on block N105.
CAM-POST allows you to defer the output of the coolant start code until the first plunge motion or, if desired, until the first cutting feed move. All it takes is setting an option in the COOLNT section of the Questionnaire (question 1.30 below).
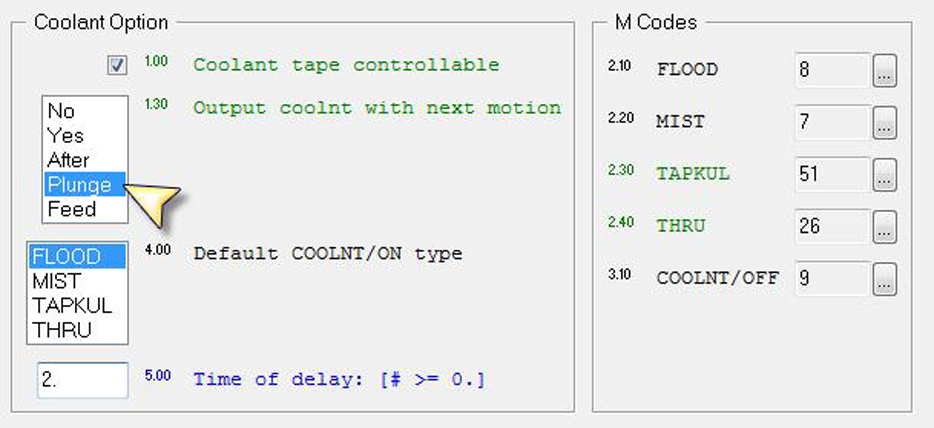
When set to the option Plunge, the post will produce the following output:
- N100 T1 M6
- N101 S3000 M03
- N102 G90 G54 G00 X-3.5 Y-3.75
- N103 Z13. H01
M08
- N104 G94 G01 Z4. F20.0
- N105 Z1.5 F50.0
- …
When set to Feed, the output will be:
- N100 T1 M6
- N101 S3000 M03
- N102 G90 G54 G00 X-3.5 Y-3.75
- aN103 Z13. H01
- N104 G94 G01 Z4. F20.0
M08
- N105 Z1.5 F50.0
- …
Benefit to User
Defer the output of the coolant flow until the first plunge or cutting move in the operation.
For more information or comments, please do not hesitate to contact Phil at TechTipTuesday@icam.com