Categories
Mastercam programmers have various options (clearance, retract, feed plane) for defining approach and exit moves, however all these options can only generate motions along the tool axis.
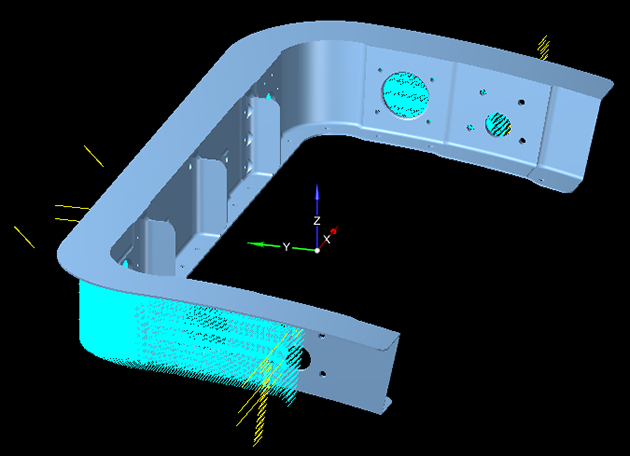
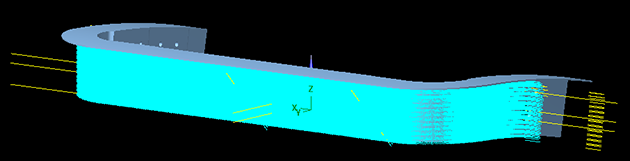
On a machine with a C rotary table, 5-axes contouring operations such as the one illustrated below pose a significant problem when the machine is programmed in RTCP (Rotating Tool Centerpoint Programming). This type of programming (G43.4 or G43.5 on FANUC controls, TRAORI on Siemens 840D, etc.) uses a built-in linearization function which ensures that the tool tip always follows a straight line. As a result, all positioning moves between passes will result in collisions, as the machine will interpolate all 5 axes “through the part”.
The solution, when using an ICAM post-processor, consists in setting the post to automatically turn off RTCP at the end of each pass, rotate the C table to the start of the next cut, then turn on RTCP again.
Below is a macro example which captures the Mastercam-generated NCI record 1000 between passes and issues the commands that temporarily disable RTCP:
- #1001:1000/*
- MODE/TLVEC,OFF $$ Turn off RTCP
- RAPID
- CLAMP/OFF,CAXIS,TABLE,$NCM $$ Rotate the C table
- MODE/TLVEC,ON $$ Turn on RTCP
Benefit to User
Prevent collisions when rotating the C table in RTCP mode.
For more information or comments, please do not hesitate to contact Phil at TechTipTuesday@icam.com