Why do I have a move after a LOADTL/ or TURRET/ CLfile statement?
Most of the time, this is a move generated by CAM-POST after a tool change to support the length compensation.
Details: If your post is a LATHE post, please refer to the second example below.
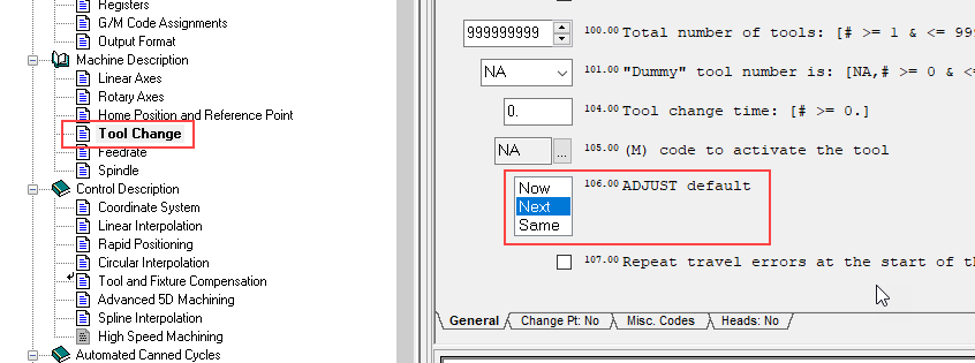
Example 1: Configuring a MILL Post.
- Open your post in QUEST
- Select Machine Description / Tool Change
- Navigate the window to Question 106.00 ADJUST default in the General Tab.
- Choose an answer from the follow possibilities: Now, Next and Same.
- By selecting Now, the post will create a movement to output the compensation value immediately after the LOADTL or LOAD/TOOL Command.
- Setting Question 106.00 to Next will defer the output of the compensation value to the next movement containing a Z motion.
- Using Same will set the output according to the same settings as the CUTCOM section. This question can be found in Control Description / Tool and Fixture Compensation under the Length Comp Tab. The question is 127.00 ADJUST default and the possible answers are Now, Next and Split. The first two answers are the same as for Question 106.00. The Split will output the offset value right away and output the corresponding G-Code on the next Z motion.
NOTE: The recommended choice for Question 106.00 is Next.
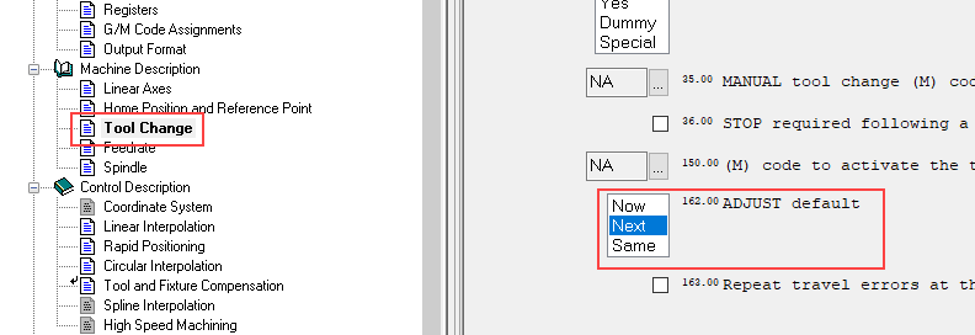
Example 2: Configuring a LATHE Post.
- Open your post in QUEST
- Select Machine Description / Tool Change
- Navigate the window to Question 162.00 ADJUST default in the General Tab.
- Choose an answer from the follow possibilities: Now, Next and Same.
- By selecting Now, the post will create a movement to output the compensation value immediately after the TURRET Command.
- Setting Question 106.00 to Next will defer the output of the compensation value to the next movement containing a Z motion.
- Using Same will set the output according to the same settings as the CUTCOM section. This question can be found in Control Description / Tool and Fixture Compensation under the Length Comp Tab. The question is 127.00 ADJUST default and the possible answers are Now, Next and Split. The first two answers are the same as for Question 106.00. The Split will output the offset value right away and output the corresponding G-Code on the next Z motion.
NOTE: The recommended choice for Question 162.00 is Next.