Categories
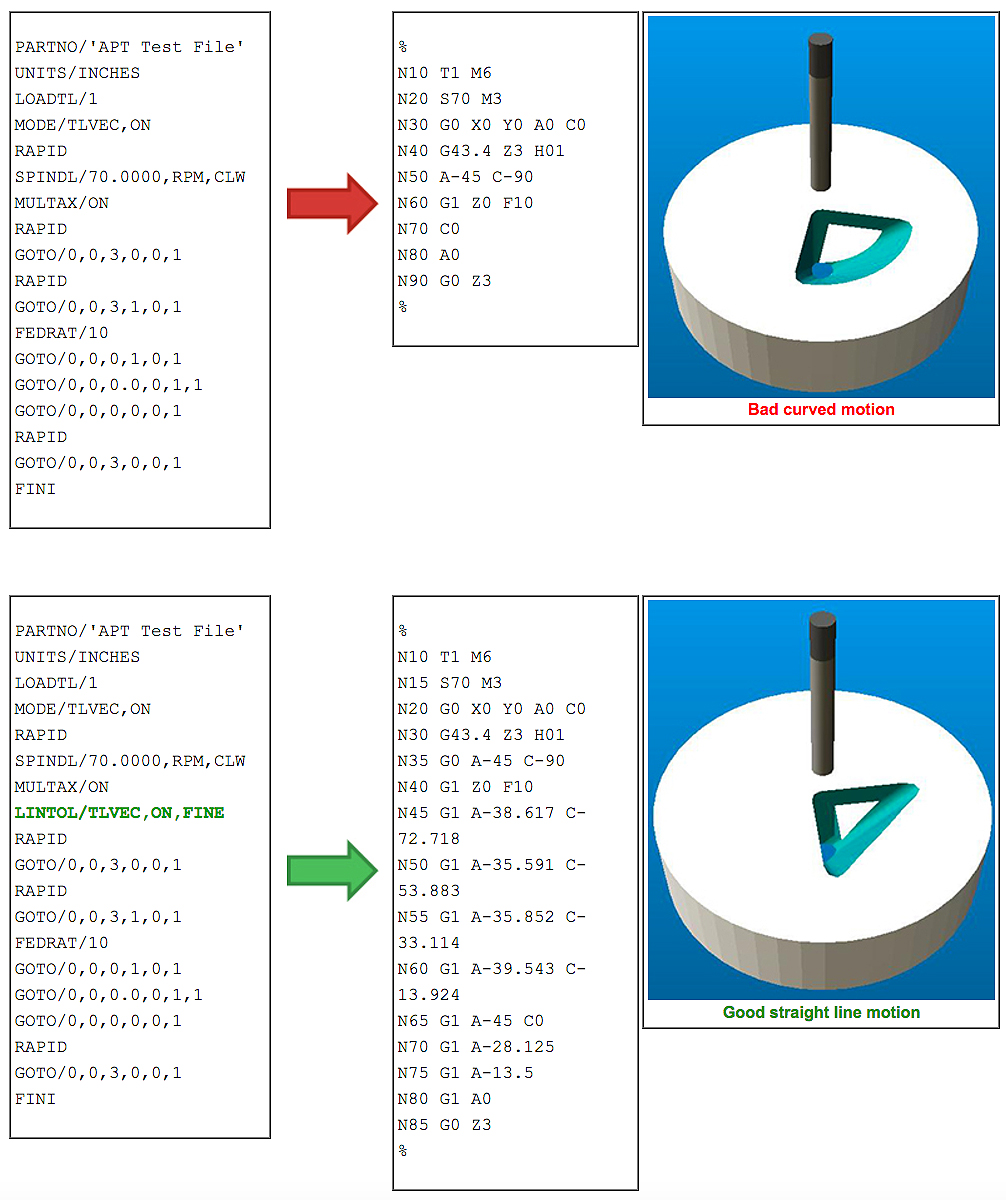
Some machines with Fanuc controller have tool tip programming mode G43.4. But this mode only provides tool tip linearization not full linear interpolation: the controller keeps the tool tip moving on a straight line, but performs constant interpolation of the rotary axes. If from start location to the end location there is large rotary change, the tool might gouge the part.
ICAM provides LINTOL option to overcome this machine limitation:
- LINTOL/TLVEC,ON|OFF,[FINE]
ON enables the output of intermediate linearization generated points while RTCP is active; it allows the tool cut the desired part shape while in 5-axis (linear and rotary axes moving) programming.
ON,FINE will enable the output of intermediate linearization generated points only for Feed motion.
Benefit to User
The user can avoid gouging on motions with a large change in rotary position while G43.4 is active.
For more information or comments, please do not hesitate to contact Phil at TechTipTuesday@icam.com