Did you know that CAM-POST has a new feature called “SmartFEED” that optimizes machining feedrates?
SmartFEED™ uses material removal simulation to automatically calculate the best machining feedrate based on the machine tool capabilities, tool reference cuts, and real-time engagement of the cutting tool with the in-process stock.
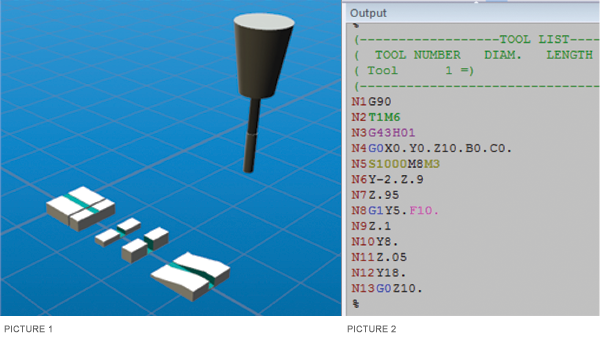
In the example illustrated in PICTURE 1 below, the tool is taking one pass with significantly different depths between the start and the end points. With a constant feedrate, these differences would have a negative impact on the performance of the machine and the cutting tool.
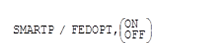
PICTURE 2 shows the generated NC code when running the post-processor without SmartFEED.
SmartFEED can optimize the cutting process based on preliminary information on a reference cut, which determines the best material removal rate. A reference cut defines, among other things, the depth, width, feed and speed of a successful cut. CAM-POST then uses this information to determine the feed and optimal speed for the feed motions present in the NC program.
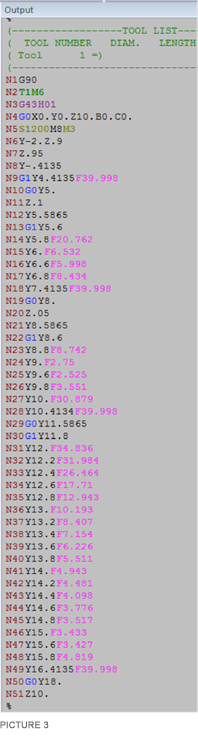
SmartFEED is activated using the following command:
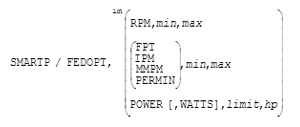
PICTURE 3 shows the generated NC code when running the post-processor with SmartFEED. Notice that the post processor has generated additional feed motions with significant changes in feedrate.
SmartFEED also allows for limitations to be applied on the spindle speed, feedrate and spindle power.
SmartFEED can be entirely controlled from the post-processor via these commands. However, post-processor run-time dialogs are available for a more interactive approach when setting up these options.
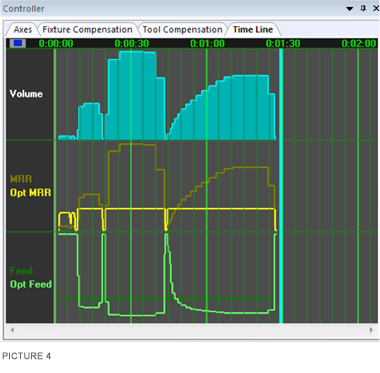
PICTURE 4 shows the distribution of the feedrates based on a constant material removal rate. These diagrams are available at run-time in the Controller information window of Virtual Machine™.
Since maintaining a constant MRR tends to result in a large number of intermediate motions, SmartFEED allows for various filters to be applied in order to limit the risk of data starvation when running an optimized program on the machine tool. These filters will change the feedrate optimization calculation to either take into account the acceleration/deceleration length and/or the block processing time, or to set a threshold for the maximum feedrate change ratio between two consecutive blocks, or to limit the number of additional blocks generated by the post.
Benefit to User
Improve overall productivity by extending tool life, improving surface finish quality and optimizing cutting forces and power consumption.
For more information or comments, please do not hesitate to contact Phil at TechTipTuesday@icam.com