Categories
Modern machines use a function that changes the amount of acceleration / deceleration during synchronous tapping based on the current spindle speed and the programmed feedrate. The M-code required to activate this function can be generated by the post-processor using two simple user-defined macros on the major word CYCLE.
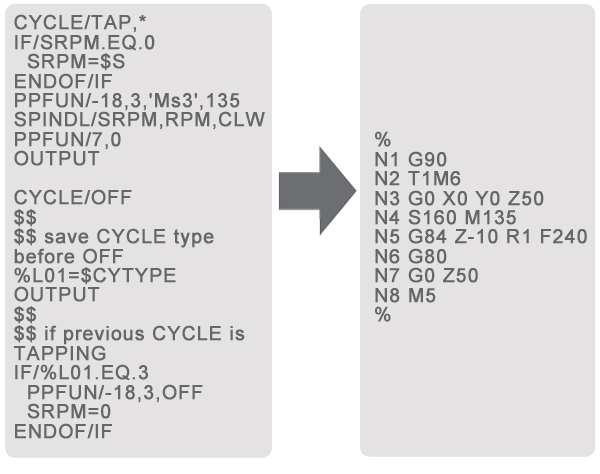
The example below shows the technique required to output the M135 spindle code for a Makino machine.
1 Declaration Macro:
$$ Declare global variable for tapping
DECLAR / GLOBAL, REAL, SRPM=0 $$ Spindle RPM
2 User-defined Macros:
Benefit to User
Synchronize the machine spindle speed and feed rate to match a specific thread pitch while driving a rigidly-mounted tap quickly in and out of the hole.